11 DevOps Automation Tools to Streamline Your Workflow
- May 21
- 10 min


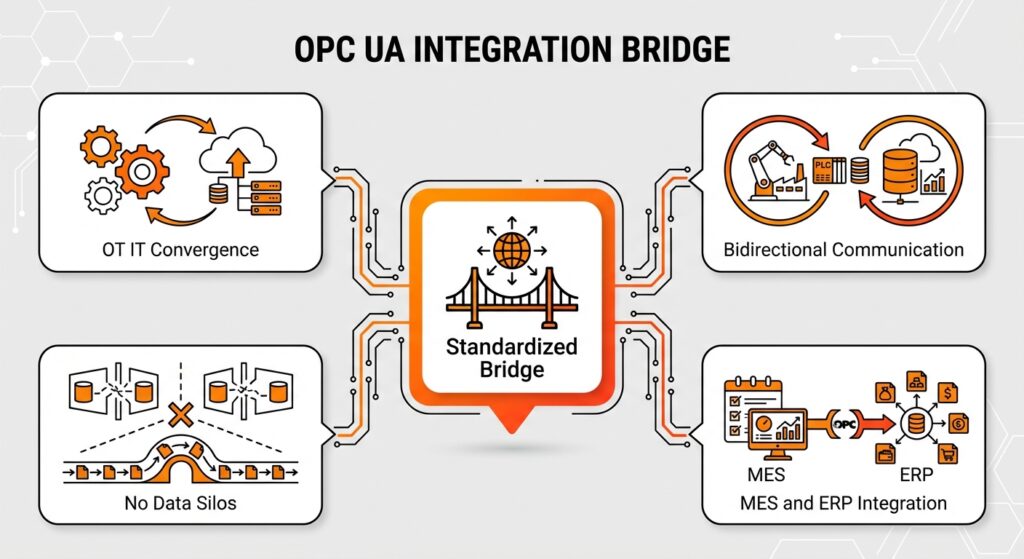
OPC UA translates communication protocols and serves as the standardized bridge for MES and ERP integration. Acting as a bridge, the protocol connects operational technology (OT) on the shop floor with information technology (IT), specifically the MES and ERP platforms. The standard prevents the formation of isolated data silos by cutting out proprietary drivers and custom code. Bidirectional communication facilitates a continuous information flow between automation devices and business layers.
OPC UA streamlines industrial data integration. It closes the gaps between Programmable Logic Controllers (PLCs) and upstream enterprise systems, eliminating manual record-keeping. Shop floor connectivity achieves true interoperability, meaning machine-to-machine communication can now interface directly with business logic. When engineers correctly map OPC UA information models, the enterprise keeps data consistent across all levels.
|
Integration Component |
Function & Mechanism |
Operational Benefit |
|
OPC UA Protocol Layer |
|
|
|
Data Exchange Flow |
Downstream (ERP to Shop Floor):
Upstream (Shop Floor to ERP):
|
|
|
Edge Computing & Gateways |
|
|
|
Standardization (ISA-95 & B2MML) |
|
|
|
Security Architecture |
|
|
Merging data-centric business computing with event-centric industrial operations, IT/OT convergence underpins digital transformation. Such unification breaks down the silos separating business planning from production execution, creating the holistic visibility necessary for Industry 4.0. Real-time data synchronization helps manufacturers make decisions based on accurate, immediate insights rather than historical reports. Smart manufacturing systems use this connectivity to align production volumes dynamically with fluctuating market demands. If you have ever struggled to reconcile end-of-month production reports with what actually happened on the line, you understand the urgency here.
Three specific operational improvements follow:
Integration joins machines and devices with enterprise architecture to establish reliable cross-platform communication. Industrial automation benefits from this convergence, so production lines can adjust quickly to changing requirements without manual intervention.
OPC UA establishes a standardized vertical integration channel that transports telemetry data from factory equipment directly to management systems. It acts as middleware, normalizing data streams from heterogeneous machine types into a unified information model. Manufacturers achieve shop floor connectivity by embedding OPC UA servers directly into PLCs or using gateway devices for legacy hardware. Automated data collection processes use this secure transport mechanism to prevent data loss between operational layers and the cloud.
Interoperability extends beyond monitoring; the standard supports bidirectional communication for controlling equipment. ERP and MES systems use this link to send production parameters and recipe data directly to machine controllers. SCADA integration benefits from this architecture by removing the need for proprietary drivers to interpret machine-to-machine communication. Engineers find that industrial data integration becomes seamless as the protocol bridges connectivity gaps in environments containing both modern and aging assets.
OPC UA has become the reference standard for Industry 4.0 because of its platform-independent architecture and open-source specifications. The protocol guarantees vendor neutrality by removing reliance on proprietary hardware or custom drivers. Built-in security mechanisms, including encryption and authentication, provide protection superior to legacy protocols that don’t have built-in security.
Scalability enables the modeling of complex data structures from embedded sensors up to cloud-based enterprise systems. Smart manufacturing relies on this interoperability to enable direct machine-to-machine communication across diverse equipment. Industrial automation benefits from reduced integration costs, minimizing the risks of connecting heterogeneous environments. Digital transformation strategies use this secure framework to eliminate data silos.
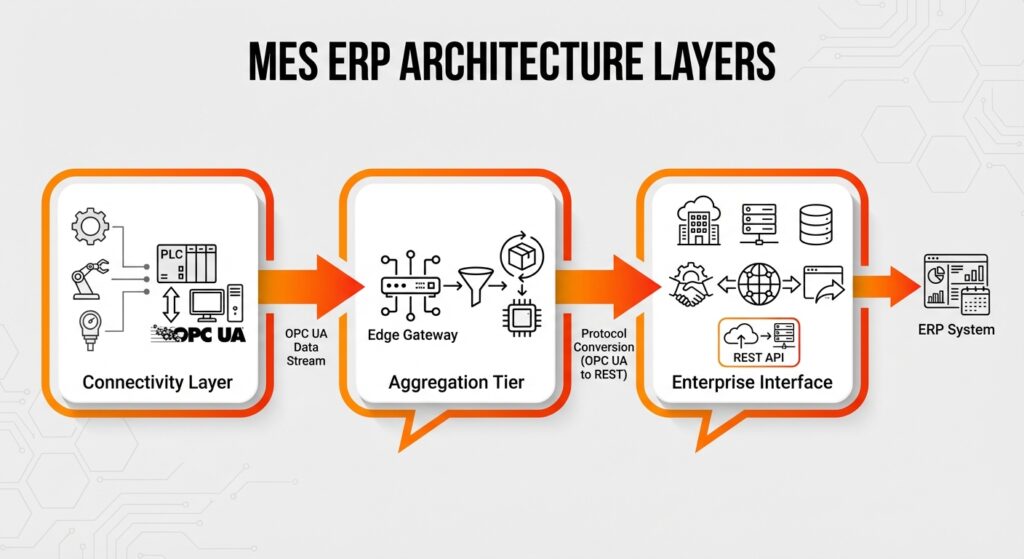
A reliable MES ERP integration architecture relies on a scalable model where OPC UA is the standardized transport layer.
Typically, the architecture consists of three primary components:
For example, a PLC (connectivity) sends temperature data to an Edge Gateway (aggregation), which then formats the message for the ERP’s REST API (integration interface).
Standardized naming conventions form the basis for this ecosystem. Here is a tip from the field: do not rush this planning phase, as fixing a messy namespace later is incredibly painful.
A unified naming strategy creates a common vocabulary, allowing diverse software providers to interpret data tags consistently without custom mapping tables. API-based integration often works alongside this setup by handling asynchronous requests, while OPC UA manages the continuous flow of operational data. Adopting this structured approach helps maintain data consistency and simplifies future scalability efforts.
The machine or PLC acts as the OPC UA Server, exposing internal data structures to the network. Meanwhile, the MES or ERP system functions as the OPC UA Client, initiating requests and managing the connection. They interact using a subscription mechanism where the Client monitors specific items for value changes rather than constant polling. Transmitting updates only when defined thresholds are breached guarantees real-time data synchronization.
Secure sessions enable the Client to browse the Server’s address space and discover available tags dynamically. Write capabilities allow the enterprise layer to push parameters directly to the shop floor for automated machine configuration. Industrial automation systems use this bidirectional channel to align production logic with business requirements. Standardized exchange simplifies SCADA integration by eliminating complex driver configurations. Consequently, machine-to-machine communication becomes streamlined as servers publish data points that clients read as soon as they are created.
Functioning as middleware, an OPC UA ERP connector translates real-time telemetry into format-specific business transactions. It converts OPC UA binary data into API-based integration protocols, often via RESTful API or SOAP web services to communicate with the enterprise resource planning system. The software maps specific machine tags to ERP business objects, validating that a raw temperature reading becomes a validated quality record.
Data buffering features store information during network interruptions to prevent loss before synchronization occurs. MES ERP integration architectures use this connector to aggregate multiple data sources into a single, secure connection point for the business layer.
Middleware is essential for high-volume data streams that exceed the processing capabilities of direct ERP connections. Enterprise systems typically operate on transactional timeframes, making them unsuitable for processing the millisecond-level telemetry generated by heterogeneous environments. Industrial data integration strategies use middleware to buffer and aggregate this rapid information, guaranteeing only relevant, summarized insights reach the business layer. Decoupling protects the ERP from performance degradation while maintaining a continuous flow of operational data. Trust me, your ERP administrator will thank you for not flooding their database with raw, millisecond-level sensor noise.
Protocol translation is another key reason to use it. Middleware unifies diverse machine languages into a standard structure to eliminate data silos. Facilities with a mix of modern and legacy assets rely on this software to translate proprietary signals into open standards like OPC UA. The system secures interoperability by transforming raw inputs into context-rich information before they reach upstream applications. SCADA integration architectures use this central hub to handle complex logic and data validation, reducing the complexity of point-to-point links.
Effective MES ERP integration works by exchanging data in two directions: the enterprise layer dictates planning, and the manufacturing layer reports execution. The ERP system transmits downstream data such as work orders, Bills of Materials (BOMs), and production recipes to guide shop floor operations. Production scheduling depends on this accurate transfer to prioritize jobs and allocate resources efficiently without manual data entry. Data flowing upstream includes performance metrics that validate production outcomes against the plan.
The MES sends automated data collection results, including actual cycle times, scrap counts, and OEE calculations, back to the enterprise level. Feedback loops allow the ERP to close production orders and update cost accounting modules with precise figures derived from the shop floor. Inventory management is where both systems must sync up. The MES reports material usage and finished goods production, triggering real-time data synchronization within the ERP to adjust stock levels immediately. Feeding actual cycle times into ERP Material Requirements Planning (MRP) runs reduces lead-time slack and optimizes procurement strategies. Direct integration with labeling systems guarantees that printed barcodes and batch numbers on the line match the master data, guaranteeing traceability.
The ISA-95 standards define the integration interface by establishing a five-level functional hierarchy that separates business processes from production activities. This model designates Level 4 for enterprise resource planning functions and Level 3 for the manufacturing execution system, clearly separating responsibilities. The standard provides specific object models to structure data exchange, keeping terminology consistent across the enterprise.
Industrial automation benefits from this framework as it standardizes how information flows between the office and the factory floor. Interoperability relies on these definitions to map complex data structures into a format that both IT and OT systems understand.
B2MML (Business-to-Manufacturing Markup Language) functions as the XML implementation of the ISA-95 standards, providing a universal structure for exchanging information between systems. This common format solves data formatting challenges by defining standardized XML schemas for critical elements like production schedules and performance metrics. Industrial data integration relies on this framework to secure semantic interoperability, making sure that both the MES and ERP interpret the context of shared data identically. Adopting B2MML eliminates the need for extensive custom mapping efforts, creating data transparency and reducing integration complexity across the enterprise.
You can achieve real-time data synchronization by implementing event-driven architectures where specific shop floor events trigger immediate updates in the MES and ERP systems. This method replaces high-latency batch processing with continuous data streams to maintain data consistency. Protocols such as OPC UA and MQTT support this by using publish-subscribe mechanisms that transmit information only when values change.
Machine-to-machine communication benefits from this approach as it minimizes network load while maximizing speed. Automated data collection guarantees that production metrics are captured instantly at the source, guaranteeing data transparency across the enterprise. Zero-latency transfer allows decision-makers to view the manufacturing lifecycle in real-time.
By moving data processing closer to the machine, edge computing transforms shop floor connectivity. This decentralized approach shifts computation from central servers to devices located directly on the production line. Because this architecture enables faster response times to production anomalies without waiting for cloud-based analysis, it is essential for smart manufacturing initiatives.
MES ERP integration becomes more robust as the edge layer acts as a buffer, storing critical data during network outages to ensure continuity and eventual synchronization. A distributed architecture achieves scalability, where each machine or line handles its own processing requirements. This setup allows manufacturers to expand operations without upgrading the central enterprise resource planning infrastructure. Engineers frequently use protocols like MQTT at the edge to publish lightweight messages, further optimizing the data flow between operational technology and information technology layers.
Edge gateways act as translators that convert different operational protocols into a unified format for the enterprise. Industrial automation environments often contain a mix of legacy and modern equipment speaking different languages. The gateway normalizes these signals into standardized protocols such as OPC UA or MQTT, securing complete interoperability with the ERP system. This conversion process eliminates data silos by allowing previously isolated machines to communicate directly with business applications.
High-frequency sensor data often contains noise irrelevant to business transactions. Gateways perform signal conditioning to filter out these anomalies and aggregate samples before transmission. For example, a vibration sensor might generate 1,000 readings per second, but the ERP only requires a 5-minute average or a specific alert threshold. By processing this locally via edge computing, the system reduces network bandwidth usage and guarantees the ERP receives only clean, useful data. Raw data points lack meaning without associated metadata. Preprocessing involves adding contextual information such as precise timestamps, machine IDs, and production run numbers to the telemetry. This enrichment turns simple voltage readings into structured records that support automated data collection strategies. Thanks to contextualization, data reaching the ERP is immediately ready for analysis and decision-making.
Since very few of us have the luxury of building a “greenfield” facility from scratch, dealing with older equipment is almost inevitable. Manufacturers integrate legacy systems into modern networks by implementing hardware edge gateways or software wrappers that function as translation layers. Retrofitting older PLCs involves installing IoT gateways that physically connect to legacy serial ports like RS-232 or RS-485. These devices convert proprietary signals such as Modbus or Profibus directly into standardized OPC UA tags. This hardware approach solves the problem of missing native Ethernet/IP support common in aging infrastructure.
Software wrappers provide a solution for equipment that connects to a network but uses outdated communication methods. This middleware maps specific memory addresses from the machine controller to OPC UA nodes, making the data accessible to upper-level systems. SCADA systems also gain a new lease on life, unifying diverse protocols into a single stream without altering the original PLC code. Bridging these technological generations achieves shop floor connectivity, guaranteeing that data from “brownfield” assets is included in industrial data integration strategies.
Integrated MES and ERP systems establish a closed-loop manufacturing environment that unifies strategic planning with physical execution. Synchronization verifies that production scheduling is driven by actual shop floor capacity rather than theoretical estimates, improving decision-making processes. By connecting equipment directly to upstream systems, manufacturers use real-time data to bridge the gap between business objectives and operational reality. Digital transformation strategies rely on this uninterrupted flow to create a transparent value chain where every action is traceable and data-driven. Inventory management improves significantly through the reduction of safety stock and work-in-progress (WIP) buffers.
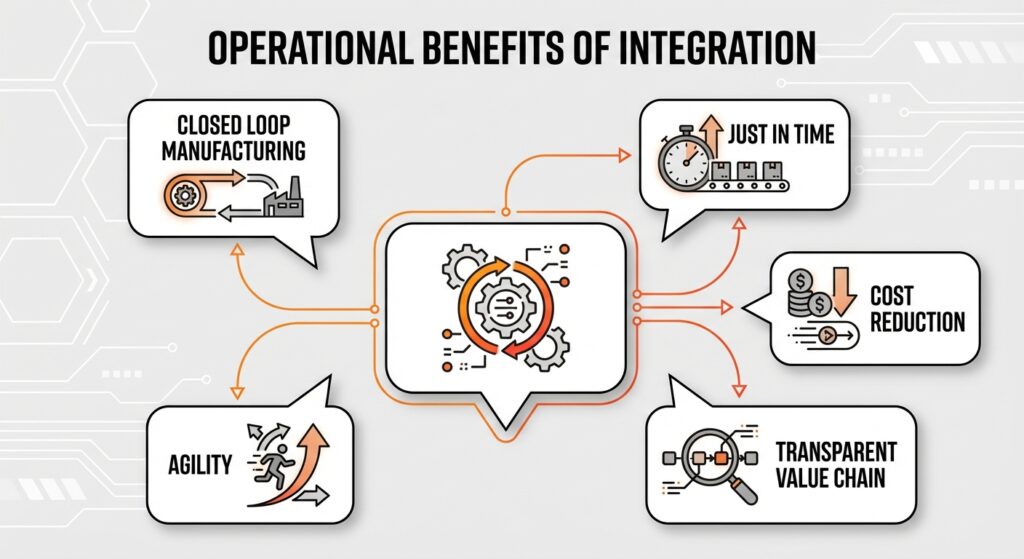
Integrated systems cut operating costs by optimizing stock levels and enabling just-in-time efficiency, as material consumption is reported instantly to the enterprise layer. This precision eliminates the need for manual stock counts and prevents production stoppages caused by unexpected material shortages. Operational efficiency increases as accurate, automated tracking minimizes the financial impact of waste and spoilage. Being more agile allows manufacturers to respond immediately to market fluctuations or custom orders without disrupting the overall workflow. Key operational metrics and maintenance strategies see immediate improvement through this integration.
Data transparency directly improves OEE by providing real-time visibility into machine availability, performance, and quality. Automated data collection guarantees that downtime events are categorized accurately, allowing operators to identify specific bottlenecks immediately rather than using hand-written logs. Real-time data synchronization enables the calculation of performance metrics by comparing actual cycle times against theoretical standards defined in the ERP.
Shop floor connectivity verifies that the system detects quality issues at the source, preventing the production of defective parts before they accumulate. By using OPC UA to integrate MES and ERP, manufacturers can automate OEE calculations by combining machine telemetry with order context. Smart manufacturing initiatives rely on this granular data to improve processes continuously.
Integrated data flows are essential for predictive maintenance, allowing manufacturers to transition from reactive repairs to proactive asset management. By continuously streaming telemetry through industrial automation networks, systems detect anomalies in critical health indicators like vibration, temperature, and wear patterns before a breakdown occurs. When edge computing devices identify a deviation from normal operating parameters, the integration layer automatically triggers a maintenance work order within the ERP system.
This machine-to-machine communication eliminates the delay between fault detection and remedial action, guaranteeing that spare parts and labor are allocated immediately. Monitoring OEE trends acts as an early warning system, where subtle drops in performance speed often indicate impending mechanical failure. Smart manufacturing environments use this interconnected data to schedule repairs during planned downtime rather than facing expensive, unexpected outages.
Automated data collection reduces production errors by eliminating the human element from the information capture process. Relying on manual data entry often results in transcription mistakes, illegible records, and significant time lags that compromise decision-making. By automating the flow of information between the plant floor and MES ERP integration layers, manufacturers get rid of paper travelers and manual logbooks.
Data transparency improves as the system performs real-time validation of inputs against master data, instantly flagging discrepancies. Direct connectivity guarantees that critical outputs, such as barcodes and batch numbers, match the system of record exactly. This elimination of manual touchpoints means that production scheduling and quality control teams operate with accurate, uncorrupted facts.
Connecting OT environments to IT networks through IT/OT convergence expands the digital attack surface, exposing previously isolated systems to external threats. Such connectivity transforms the factory floor into a target for cyberattacks, ranging from ransomware to industrial espionage, if proper defense mechanisms are not established. Industrial data integration strategies using OPC UA must prioritize robust security measures, as a breach in the communication layer allows unauthorized actors to manipulate physical processes or steal sensitive production data. Protecting intellectual property and maintaining production integrity are critical challenges in this connected architecture. Think of it this way: you wouldn’t leave your front door unlocked, and your OT network requires that same level of vigilance.
Smart manufacturing systems are vulnerable to specific risks where intruders could:
Data transparency improves operational efficiency but also increases the risk of data leakage if encryption and user authentication are neglected. Legacy systems are particularly difficult to secure as they often lack native security features such as modern encryption standards. Integrating these older devices into the enterprise architecture creates potential entry points for attackers. Managing vulnerabilities involves implementing strict network segmentation and using secure gateways to guarantee that a compromise in the business network does not propagate to the control layer.
OPC UA addresses security using a framework with X.509 certificates for application authentication and standard cryptographic algorithms for encryption. The architecture maintains data confidentiality and integrity by validating every connection request between the manufacturing execution system and the enterprise resource planning platform. Application authentication establishes trust by requiring each Client and Server to possess a unique X.509 certificate. The connection proceeds only if the receiver trusts the sender’s certificate, effectively blocking unauthorized devices from the industrial data integration network.
User authentication also secures the session by verifying the identity of the entity accessing the data. Supported methods include username and password credentials, user-specific certificates, and authentication tokens such as Kerberos or JSON Web Tokens (JWT). Message security functions through signing and encryption. Signing attaches a digital signature to every packet, proving that the data originated from a trusted source and remains unaltered. Encryption scrambles the payload using advanced algorithms like AES-128 or AES-256 to prevent eavesdropping. Interoperability in Industry 4.0 relies on these native defenses to maintain data transparency without exposing critical infrastructure to cyber threats.
Securing the connection between IT/OT convergence points demands a strong defense-in-depth strategy. The most effective architecture implements a Demilitarized Zone (DMZ) to create a physical and logical buffer between the corporate network and the industrial automation environment. Network segmentation guarantees that no direct traffic flows freely between the enterprise layer and the shop floor. Firewalls placed on both sides of the DMZ strictly control traffic, blocking all communication by default and allowing only specific, authorized protocols to pass.
It is best practice to start connections from the OT network (outbound-only) rather than allowing the IT network to initiate requests into the plant. Smart manufacturing systems use OPC UA because it supports this architecture by requiring only a single TCP port to be open, making it very firewall-friendly. Edge computing devices and middleware gateways act as secure proxies within the DMZ, terminating connections from both sides to prevent a direct line of attack. Applying the principle of least privilege validates that users and applications have access only to the specific data they require. Continuous traffic monitoring detects anomalies in data flow, alerting administrators to potential security breaches immediately.
Hicron Software proved to be a trusted partner with unmatched technical expertise, delivering a scalable and user-friendly web application that was pivotal to our successful U.S. market expansion.

Hicron’s contributions have been vital in making our product ready for commercialization. Their commitment to excellence, innovative solutions, and flexible approach were key factors in our successful collaboration.
I wholeheartedly recommend Hicron to any organization seeking a strategic long-term partnership, reliable and skilled partner for their technological needs.

After carefully evaluating suppliers, we decided to try a new approach and start working with a near-shore software house. Cooperation with Hicron Software House was something different, and it turned out to be a great success that brought added value to our company.
With HICRON’s creative ideas and fresh perspective, we reached a new level of our core platform and achieved our business goals.
Many thanks for what you did so far; we are looking forward to more in future!
Hicron is a partner who has provided excellent software development services. Their talented software engineers have a strong focus on collaboration and quality. They have helped us in achieving our goals across our cloud platforms at a good pace, without compromising on the quality of our services. Our partnership is professional and solution-focused!

The IT system supporting the work of retail outlets is the foundation of our business. The ability to optimize and adapt it to the needs of all entities in the PSA Group is of strategic importance and we consider it a step into the future. This project is a huge challenge: not only for us in terms of organization, but also for our partners – including Hicron – in terms of adapting the system to the needs and business models of PSA. Cooperation with Hicron consultants, taking into account their competences in the field of programming and processes specific to the automotive sector, gave us many reasons to be satisfied.
