Balancing the DRY Principle with Readability in Software Development
- March 19
- 5 min

To modernize your legacy protocols, you need to migrate from Modbus to OPC UA to secure infrastructure and unify enterprise communication. Modbus relies on unencrypted transmission and a flat memory map, making data interpretation dependent on external documentation. OPC UA, however, uses semantic data modeling, allowing devices to self-describe their capabilities and structure, simplifying data standardization. Security in industrial automation depends on strong authentication. While Modbus lacks built-in security controls, OPC UA enforces mandatory encryption and user authentication via X.509 certificates. With this architecture, you can protect critical assets within smart manufacturing environments from cyber threats.
IT/OT convergence bridges operational technology with the manufacturing execution system. OPC UA acts as the interoperability standard for IIoT integration, enabling uninterrupted data flow from the shop floor to top-level management. This breaks down the data silos typical of older factories, allowing modern SCADA systems to see the whole picture without complex translation layers.
|
Feature |
Modbus (Legacy) |
OPC UA (Modern Standard) |
|
Architecture |
Strict Master/Slave architecture |
Service-Oriented Architecture (SOA) |
|
Data Modeling |
|
|
|
Security |
|
|
|
Context & Interoperability |
Interpretation depends on external documentation; requires manual pairing of source and destination tags. |
Devices self-describe capabilities; readings include engineering units and timestamps; supports IT/OT convergence and IIoT integration. |
Modbus RTU and Modbus TCP rely on a strict Master/Slave architecture, distinct from the Service-Oriented Architecture (SOA) of OPC UA. This means you need specific planning during industrial protocol migration to guarantee compatibility between legacy hardware and modern systems. The differences don’t stop at architecture; they also differ significantly in data representation and security implementation.
Modbus protocols organize data into four distinct tables:
Think of Modbus like a giant Excel spreadsheet where you only have row numbers (flat map), while OPC UA is like a labeled file cabinet where every folder has a clear name and description (semantic objects). The flat Modbus structure stores values as raw 16-bit integers. It requires external mapping to determine if a value represents temperature, speed, or status. Modbus registers lack inherent context, forcing you to define them manually in the receiving software. If you have ever inherited a legacy system without documentation, you know how frustrating this lack of context can be.
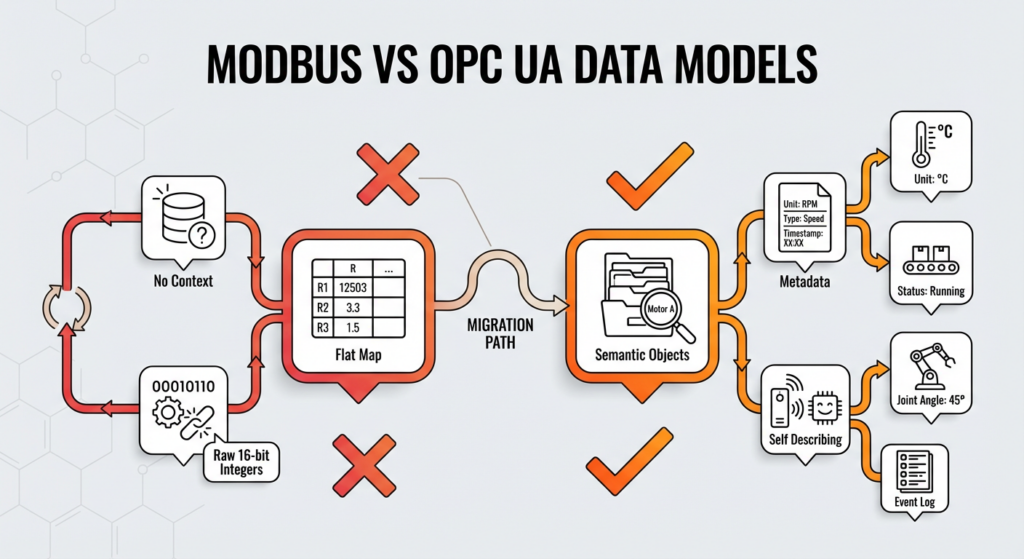
OPC UA changes this approach by using an object-oriented OPC UA address space. Information resides in OPC UA nodes containing metadata, such as access levels, descriptions, and data types. By using semantic data modeling, devices can self-describe their capabilities. Modern applications benefit from this structure as it eliminates the ambiguity of numerical addressing. A specific node provides semantic context, guaranteeing that a reading includes its engineering unit and timestamp directly. These features help you simplify your modernization efforts by removing the complex manual pairing of a data source tag with a data destination tag. Data standardization occurs at the source, unlike Modbus where interpretation depends entirely on the client configuration.
Modbus TCP and RTU transmit data in clear text, leaving industrial networking environments vulnerable to eavesdropping and spoofing. Because these protocols lack native mechanisms for user authentication, unauthorized devices can alter process values without detection.
OPC UA reduces these risks through a Security by Design approach that enforces mandatory encryption and message signing. An OPC UA server uses X.509 certificates to validate application identities and establish trust relationships before exchanging information. Advanced security policies, such as Basic256Sha256, protect data integrity during transmission across IT/OT convergence boundaries. This secures data access in smart manufacturing, meeting compliance standards like GAMP 5 regarding system security and validation.
Bridging the gap between legacy fieldbuses and modern information models relies on specific hardware and software infrastructure. Three main components are required:
Software configuration is also necessary to manage the logical translation of data.
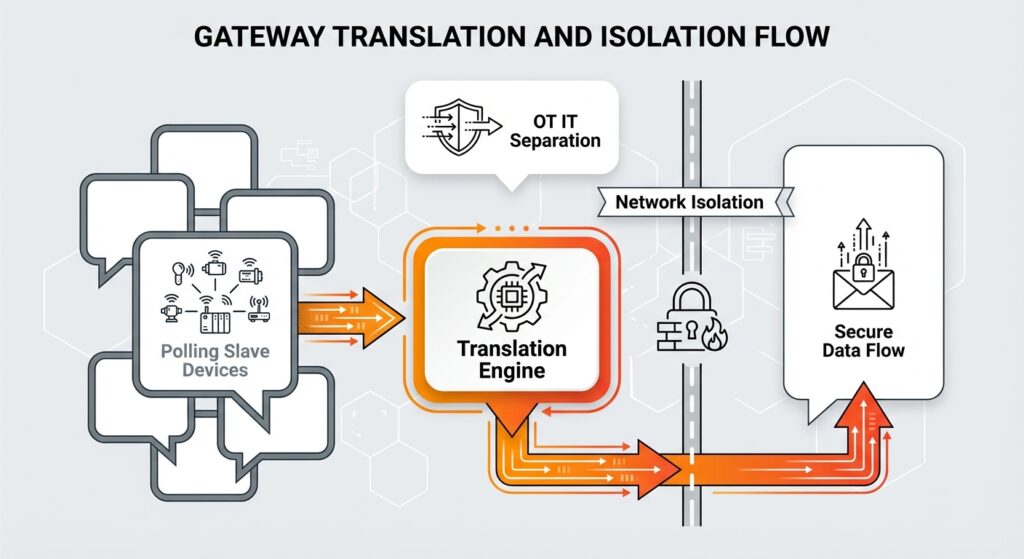
An OPC UA gateway acts as a translation engine managing connections between legacy fieldbuses and modern networks. The device operates as a Modbus Master on the operational technology (OT) side, actively polling slave devices to collect raw data from Modbus RTU or Modbus TCP sources. The process often involves physical conversion, translating serial signals from RS-232 or RS-485 interfaces into Ethernet packets suitable for upstream communication. Internal logic within the protocol converter maps a specific data source tag, such as a raw holding register, to a corresponding data destination tag within the OPC UA address space. The gateway then acts as an OPC UA Server, exposing these mapped values as secure, structured nodes to SCADA or MES systems. This setup allows you to simplify industrial protocol migration by allowing higher-level applications to consume data without interacting directly with the complex Modbus register map.
Network isolation is critical during this exchange. The gateway physically separates OT traffic from the IT network. Restricting direct access to legacy controllers enables secure data flow. This segmentation protects the industrial networking environment, as the gateway handles the insecurity of Modbus locally while presenting an encrypted OPC UA interface to the enterprise. Successful Modbus to OPC UA migration relies on this dual-sided operation to bridge the gap between 20th-century hardware and Industry 4.0 standards.
Edge devices offer an affordable way for retrofitting brownfield installations. They allow for IIoT integration by connecting to legacy equipment without requiring the replacement of expensive original hardware. These units interface directly with existing PLCs and sensors to extract data non-intrusively, so that ongoing industrial automation processes remain undisturbed. Advanced processing capabilities allow the hardware to filter and normalize data at the edge before cloud integration.
A key function includes simplifying Modbus to OPC UA migration by wrapping insecure legacy protocols in encrypted OPC UA envelopes. For example, a single edge device can aggregate inputs from multiple Modbus RTU slaves and expose them via a standardized OPC UA interface. This approach extends the lifespan of critical assets in smart manufacturing and ensures data standardization for Industry 4.0 initiatives.
Converting a Modbus system to OPC UA involves four distinct phases: connectivity, driver configuration, mapping, and address space definition. This process ensures a structured transition from legacy hardware to modern industrial automation standards. Here is how to handle each phase:
To configure your Modbus Master, you need to align connection parameters with the specific physical layer of the slave devices to maintain data integrity. Modbus TCP implementations use a target IP address and Port 502, while Modbus RTU over RS-485 or RS-232 demands exact matching of the baud rate, parity, and stop bits to prevent communication errors.
The polling rate determines the frequency at which the master queries a data source tag for updates. Optimizing this scan interval prevents overloading legacy networks; critical control data often requires a 100ms cycle, whereas general monitoring is usually sufficient at 1 second. In my experience, dialing back the polling rate on non-critical assets is often the quickest fix for a sluggish network. You can increase industrial networking efficiency by configuring batch requests to read multiple contiguous Modbus registers in a single transmission. Also, defining appropriate timeout limits and retry logic stabilizes the connection within industrial automation systems when slave devices experience temporary latency.
You use register mapping to define the translation logic between the legacy memory map and the semantic OPC UA address space. Link the specific data source tag, such as a Modbus coil or Holding Register 40001, to a descriptive data destination tag like “Pump_Status” or “Tank_Level.” Be aware that when combining registers for 32-bit data, you must often configure the Byte Order (Endianness) to match the source device, otherwise the values will be scrambled. Trust me, seeing a temperature reading of nearly zero or several billion is a classic sign that you need to flip your endianness settings. This creates a defined tag-to-tag data route within the protocol converter.
Accurate translation requires explicit data type definitions to interpret raw Modbus registers and input registers correctly. For instance, creating a 32-bit floating-point OPC UA node requires combining two adjacent 16-bit registers. Also, data modeling often applies scaling factors to normalize values, such as converting a raw integer range of 0-4095 into a readable 0-100% scale for immediate use by client systems.
A well-structured OPC UA address space organizes data logically by grouping related variables into objects and folders that represent the physical reality of the production floor. Effective data modeling abandons flat lists in favor of hierarchical structures, such as Site -> Line -> Machine, to make navigation intuitive within industrial automation. It replaces cryptic numerical addresses with descriptive names; for example, converting a generic source into a specific semantic context like “Line1.Mixer.RPM” provides immediate semantic context.
Grouping related tags means that all parameters for a specific asset, such as motor speed and temperature, reside within a single object. Organizing OPC UA nodes in this manner allows SCADA and manufacturing execution systems to discover and consume data without external documentation. Best practices for Modbus to OPC UA migration suggest defining a standardized naming convention on the OPC UA server that mirrors the physical plant layout to support successful IIoT integration and smart manufacturing operations.
Tag-to-tag data routing automates the continuous flow of information, ensuring that updates from a Modbus source are immediately reflected in the OPC UA namespace. Define a specific data source tag, such as a Modbus holding register, and link it to a target data destination tag within the OPC UA gateway. Real-time synchronization relies on configuring precise triggers for data updates; options typically include “on data change” for event-driven efficiency or “cyclic” intervals for constant monitoring. For example, a route is configured so that whenever the Modbus master detects a value shift in Register 40001, the corresponding OPC UA Node “Pressure” updates automatically. This separates low-level protocol handling from high-level data logic, simplifying data standardization for SCADA systems and the manufacturing execution system.
If the application requires write access, such as sending control commands back to the PLC, you must configure bidirectional communication routes. This allows the protocol converter to translate OPC UA write requests back into Modbus commands. This step completes your Modbus to OPC UA migration by establishing a fully interactive data bridge for industrial automation.
Securing the migration involves implementing defense-in-depth strategies, starting with strict network isolation. Since Modbus TCP and RTU transmit data without protection, strategies to protect the vulnerable legacy segment rely on separating the insecure operational technology (OT) network from the wider corporate IT infrastructure.
A strong solution uses an industrial gateway equipped with dual Network Interface Cards (NICs). Physically separating traffic ensures that the unencrypted Modbus communication remains confined to a local, isolated loop. The gateway acts as a secure boundary, preventing direct access to legacy controllers while facilitating safe IT/OT convergence. Aside from physical isolation, data security relies on the encryption and authentication mechanisms detailed below.
Enforcing strict security on the OPC UA server requires policies mandating message signing and encryption. Enable high-security algorithms, such as Basic256Sha256, to guarantee that data remains encrypted during transmission across the industrial networking infrastructure. This prevents unauthorized interception and guarantees data integrity within the OPC UA address space.
User authentication settings must replace open access to prevent unauthorized control. Disable the “Anonymous” login option immediately to force identity verification. Establish specific user accounts requiring complex passwords or implement certificate-based authentication for automated systems. This ensures that only verified SCADA systems and cloud integration platforms can access the server. To establish a circle of trust, you must manage digital certificates between the client and the server. Manually swap certificates, importing the client’s public key into the gateway’s trusted list and vice versa. This mutual validation is essential for secure data access and successful IT/OT convergence, as it blocks any device lacking a trusted digital signature from establishing a connection.
Modern industrial deployments use the Basic256Sha256 security policy to provide maximum protection for industrial networking. It employs AES-256 encryption and SHA-256 hashing, offering significantly stronger defense than deprecated options like Basic128Rsa15. Administrators must disable the “None” policy and vulnerable legacy profiles on the OPC UA server to prevent unauthorized access. Enforcing these high-security standards supports secure IT/OT convergence and meets GAMP 5 requirements for smart manufacturing.
To confirm your migrated data is accurate, you need a systematic verification process following the Modbus to OPC UA migration. This final phase confirms:
Your first step involves testing the physical link and protocol response. You must confirm that the protocol converter is successfully polling the Modbus registers without timeout errors. A practical test includes physically disconnecting the cable to trigger an error and verifying that communication recovers automatically once reconnected. It verifies the resilience of the industrial networking infrastructure.
Validating that value consistency in OPC UA matches the source is essential for data integrity. You should compare a specific reading, such as a temperature value displayed on a local HMI, directly with the value exposed in the OPC UA client. If the number appears drastically incorrect (e.g., extremely large or near zero), check your byte-order settings, as the registers may be swapped. This check confirms that the data modeling and scaling factors are functioning correctly within the manufacturing execution system. SCADA systems rely on status flags to interpret signal reliability. Unlike Modbus, which only provides values, OPC UA nodes transmit status flags. Verifying that these codes transition correctly from “Good” to “Bad” during a communication fault is critical to check. This capability aligns with GAMP 5 standards, guaranteeing that industrial automation systems do not act on stale or invalid data.
Diagnosing connection issues requires specialized simulator tools. These applications allow engineers to simulate Masters and Clients, browse address spaces, and troubleshoot communication faults before full deployment. I always recommend running these simulations in a lab environment first; it saves a tremendous amount of troubleshooting time on the factory floor. For the legacy side, Modbus Master simulators are essential. These programs connect to the Modbus RTU or Modbus TCP network to poll slave devices independently of the gateway. Engineers can use them to read raw Modbus registers directly, confirming that the physical wiring is correct and that parameters like baud rate and polling rate match the device settings. If a device fails to respond here, the issue lies in the field hardware or industrial networking cabling rather than the conversion logic.
On the modern side, generic OPC UA Clients verify the OPC UA server configuration. These tools allow users to browse the address space and visualize the node hierarchy. They are critical for testing security settings, such as certificate exchange, and verifying that a specific data source tag has been correctly mapped to the intended data destination tag. These clients also display data quality flags, helping engineers identify “Bad” or “Uncertain” states caused by timeouts or configuration errors before the system goes live in industrial automation.
Modbus to OPC UA migration makes IT/OT convergence possible by transforming raw, isolated signals into semantically rich information. Industry 4.0 initiatives rely on this data standardization to bridge the historical divide between OT (Operational Technology) and IT (Information Technology). By replacing flat memory maps with structured object models, smart manufacturing environments allow top-floor enterprise systems, such as a manufacturing execution system (MES) or ERP, to directly access production counts and status updates from the shop floor. This direct connectivity eliminates manual data entry and reduces latency, creating a unified information model across the enterprise.
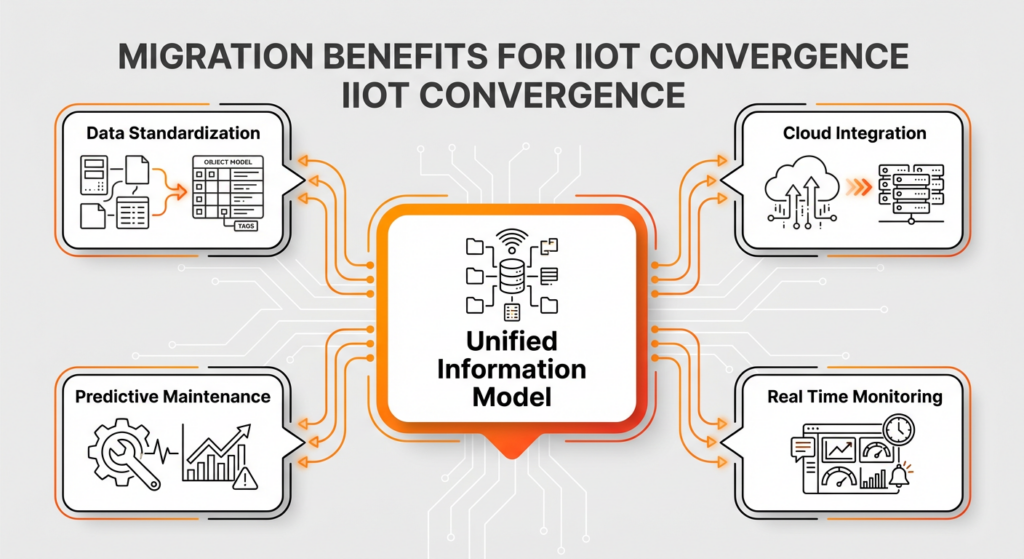
IIoT integration extends beyond the local network through seamless cloud integration. Modern edge devices often support MQTT alongside OPC UA, allowing for efficient transmission of high-volume telemetry to cloud platforms. This architecture enables scalable data pipelines where legacy machine data is aggregated and sent to analytics engines. Organizations use this connectivity to train machine learning models using historical performance data, unlocking insights that were previously trapped in local controllers. The availability of standardized data empowers advanced applications such as predictive maintenance and digital twins. SCADA systems and analytics platforms use the context provided by OPC UA to model physical assets digitally with high fidelity. As a result, manufacturers can simulate production scenarios and detect anomalies early. The migration supports broader digital transformation goals by turning a reactive maintenance approach into a proactive strategy based on real-time asset health monitoring.
Hicron Software proved to be a trusted partner with unmatched technical expertise, delivering a scalable and user-friendly web application that was pivotal to our successful U.S. market expansion.

Hicron’s contributions have been vital in making our product ready for commercialization. Their commitment to excellence, innovative solutions, and flexible approach were key factors in our successful collaboration.
I wholeheartedly recommend Hicron to any organization seeking a strategic long-term partnership, reliable and skilled partner for their technological needs.

After carefully evaluating suppliers, we decided to try a new approach and start working with a near-shore software house. Cooperation with Hicron Software House was something different, and it turned out to be a great success that brought added value to our company.
With HICRON’s creative ideas and fresh perspective, we reached a new level of our core platform and achieved our business goals.
Many thanks for what you did so far; we are looking forward to more in future!
Hicron is a partner who has provided excellent software development services. Their talented software engineers have a strong focus on collaboration and quality. They have helped us in achieving our goals across our cloud platforms at a good pace, without compromising on the quality of our services. Our partnership is professional and solution-focused!

The IT system supporting the work of retail outlets is the foundation of our business. The ability to optimize and adapt it to the needs of all entities in the PSA Group is of strategic importance and we consider it a step into the future. This project is a huge challenge: not only for us in terms of organization, but also for our partners – including Hicron – in terms of adapting the system to the needs and business models of PSA. Cooperation with Hicron consultants, taking into account their competences in the field of programming and processes specific to the automotive sector, gave us many reasons to be satisfied.
