Automation in Manufacturing
- October 06
- 9 min


If you’ve spent any time on a busy factory floor, you know how quickly things can get chaotic. Manufacturing software development involves designing and building digital solutions to modernize factory floors. At its core, it helps you:
Custom software solutions guide organizations through every stage of their transition to Industry 4.0 toward building a smart factory.
The main goal is eliminating data silos by linking legacy equipment to modern digital ecosystems. By connecting older machinery to cloud computing platforms using an API-first approach, this integration generates clear data through real-time and big data analytics. Meanwhile, agile software development enables continuous modernization, keeping legacy systems aligned with current production requirements.
|
System / Technology |
Core Function |
Key Features & Benefits |
|
Enterprise Resource Planning (ERP) |
Serves as the command center for operations, centralizing finance, procurement, and production data into a unified database. |
|
|
Manufacturing Execution Systems (MES) |
Improves shop floor control by delivering real-time visibility and tracking the transformation of raw materials into finished goods. |
|
|
Product Lifecycle Management (PLM) |
Oversees data throughout the product development process, streamlining design, engineering, and manufacturing workflows. |
|
|
Supply Chain (SCM) & Warehouse Management (WMS) |
Manages everything from buying raw materials to delivering the final product while optimizing inventory. |
|
|
Quality Management Systems (QMS) |
Standardizes quality control and automates compliance tracking to ensure adherence to global regulatory standards. |
|
|
Industrial Internet of Things (IIoT) |
Transforms physical machinery into connected data sources using interconnected sensors. |
|
|
Artificial Intelligence (AI) & Machine Learning |
Analyzes historical data, market trends, and live telemetry to optimize operations and material planning. |
|
|
Digital Twin Technology |
Creates a virtual replica of physical assets to simulate scenarios and test improvements risk-free. |
|
Manufacturing relies on interconnected core software systems to keep assembly lines moving and track materials from warehouse to delivery.
Enterprise Resource Planning (ERP) serves as the command center for manufacturing operations. It centralizes finance, procurement, and production data into a single, unified database. Implementing this platform is the first foundational step in eliminating data silos through legacy system integration. Tailored ERP solutions handle resource planning, allocation, and financial data consolidation while centralizing customer orders to accelerate fulfillment.
A solid ERP typically handles four main areas:
These modules handle demand forecasting and supply chain logistics to provide clear, real-time visual data.
Manufacturing Execution Systems (MES) improve shop floor control by delivering real-time visibility and tracking the transformation of raw materials into finished goods. In my experience, this is where the magic really happens for daily operations. These platforms act as a translator between high-level ERP business data and real-time machine data through SCADA and PLC integration. Tailoring an MES automates the production process and ensures individual units run smoothly.
Deep ERP integration allows different systems to talk to each other, keeping operations in sync and enabling accurate OEE (Overall Equipment Effectiveness) tracking. MES software enhances daily factory floor activities, including asset tracking, production scheduling, and real-time data analytics within MOM frameworks.
Product Lifecycle Management (PLM) software oversees data throughout the product development process. It streamlines design, engineering, and manufacturing workflows, including prototyping and assembly. Centralizing product data ensures consistency from the initial design concept to final disposal. Custom software solutions connect the design phase with physical production, managing the design data that Computer-Aided Manufacturing (CAM) systems use to control machinery, using tools like CAD connectors and data vaults.
Automotive and aerospace manufacturers use PLM to ensure accurate bill of materials (BOM) management and power digital twins. Cloud computing and legacy system integration improve communication across manufacturing software development. By keeping everything in one place, you can automate quality control and provide detailed data visualization.
Supply Chain Management (SCM) and Warehouse Management Systems (WMS) manage everything from buying raw materials to delivering the final product. Developing warehouse software improves visibility and automates workflows to minimize carrying costs and manual errors. A WMS coordinates with Transportation Management Systems (TMS) to ensure efficient routing of picked inventory.
At the same time, SCM leverages demand forecasting to prevent stockouts, ensuring capital isn’t tied up in excess inventory and materials flow smoothly. Cloud computing and system interoperability with material requirements planning (MRP) platforms enable real-time data analytics. These platforms improve logistics efficiency by managing physical movements like asset tracking, receiving, and shipping.
Quality Management Systems (QMS) standardize quality control and automate compliance tracking to ensure adherence to global regulatory standards. A QMS generally focuses on two main areas: product quality and employee safety. By capturing and analyzing production data in real time, facilities can identify and isolate defective batches before they reach the consumer, drastically reducing recall rates. Quality control automation uses artificial intelligence (AI) and machine learning to detect defects early.
Computer vision identifies issues like surface scratches and dimensional errors. Custom software solutions meet compliance standards by integrating a QMS with an Environmental Health and Safety (EHS) system, using tools like cloud-based audit platforms and automated inspection applications. This system interoperability ensures regulatory compliance across worker safety and manufacturing execution. Software modernization eliminates manual tracking and presents compliance metrics through easy-to-read dashboards.
Industry 4.0 technologies transform traditional manufacturing into a smart factory through advanced automation, real-time data connectivity, and intelligent analytics. Manufacturing software development integrates these tools to provide real-time visibility into all operations. Smart automation enhances performance, ensures equipment reliability, and helps you adapt quickly to market changes.
The Industrial Internet of Things (IIoT) transforms physical machinery into connected data sources using interconnected sensors. These devices provide continuous, real-time visibility into equipment health, energy usage, and production environments. This connectivity bridges physical operations with digital platforms via SCADA and PLC integration, allowing interconnected sensors to generate a continuous real-time data stream to synchronize a digital twin with its physical counterpart.
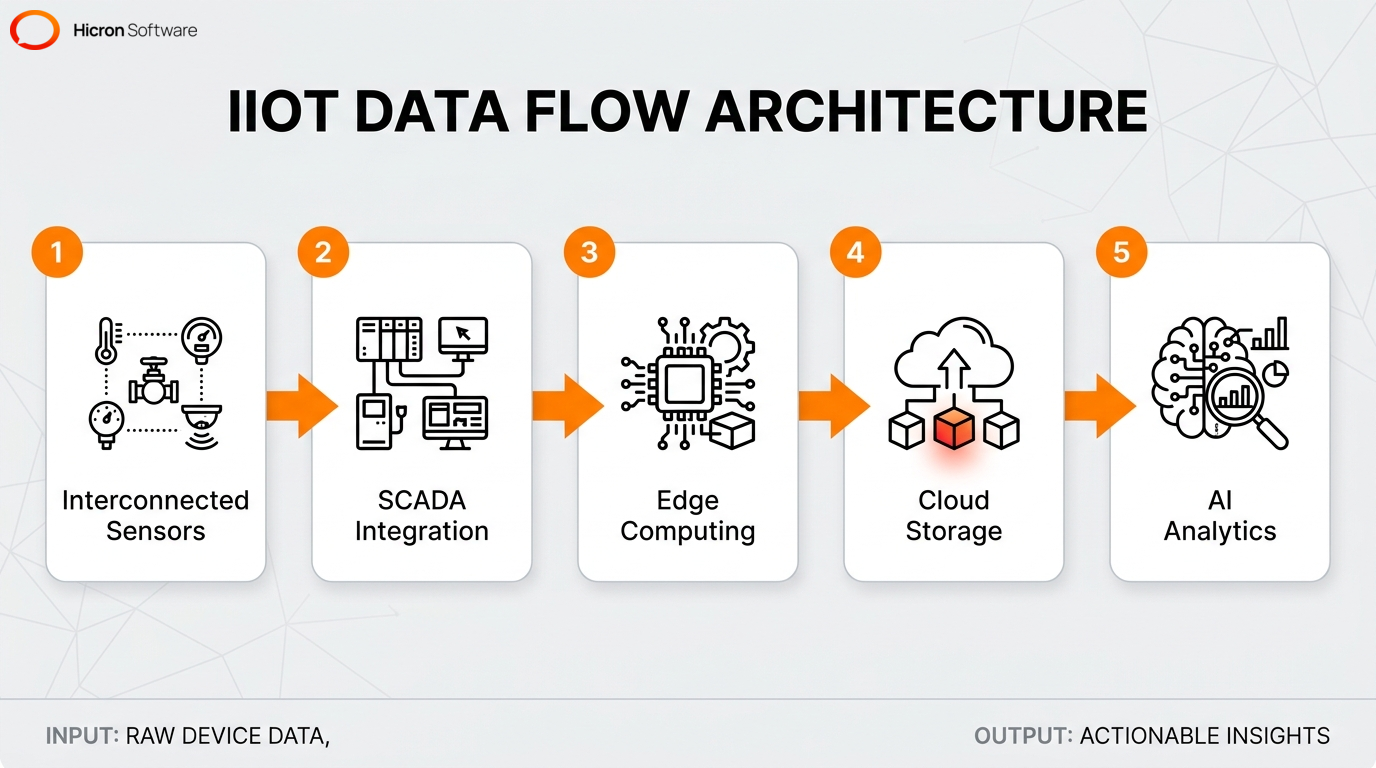
IoT sensors collect real-time equipment data for localized processing via edge computing and centralized storage in cloud computing environments. Artificial intelligence analyzes this information using big data and real-time data analytics to trigger EHS alerts. Facilities increase equipment reliability by acting on these insights to predict when maintenance is needed. These intelligent networks measure specific operational metrics, such as asset tracking coordinates and accurate OEE (Overall Equipment Effectiveness) scores.
Artificial intelligence (AI) and machine learning algorithms analyze historical data and market trends to accurately predict customer demand and optimize material planning. These technologies transform raw information into practical demand predictions. They use big data analytics to identify hidden purchasing patterns, directly optimizing material requirements planning (MRP) systems. Predicting material needs balances capacity requirements and maximizes efficiency.
Cloud computing platforms cross-reference this historical information with live telemetry to drive supply chain optimization. These algorithms improve daily tasks, including production scheduling and inventory management. Smart factories increase forecasting precision by integrating these intelligent models with existing interconnected sensor data.
Predictive maintenance uses artificial intelligence (AI) and the Industrial Internet of Things (IIoT) to forecast equipment failures. Here’s a pro-tip: don’t underestimate the ROI on this step alone. Consequently, facilities can minimize unplanned downtime while boosting OEE (Overall Equipment Effectiveness) scores. An Enterprise Asset Management (EAM) system stores the historical maintenance data required for these predictions. Machine learning algorithms cross-reference historical maintenance logs with live telemetry to predict malfunctions before they occur.
Big data analytics processes specific operational metrics, such as asset tracking coordinates and vibration frequencies. Reducing costly unplanned downtime is the best way to improve a facility’s OEE score.
Digital twin technology creates a virtual replica of physical assets—like assembly lines and robotic arms—to simulate scenarios and test improvements risk-free. These virtual models let you test new workflows safely and prevent disruptions to actual shop floor operations. The Industrial Internet of Things (IIoT) generates real-time data streams to keep the digital twin synchronized with its physical counterpart.
Cloud platforms continuously update the simulation by feeding it live operational data. Evaluating production scenarios helps Advanced Planning and Scheduling (APS) systems optimize production scheduling. Artificial intelligence (AI) and machine learning algorithms analyze these virtual environments and present results through visual dashboards. Engineers use these simulated outcomes to improve cycle times and throughput rates using real-time data analytics.
Computer vision uses artificial intelligence (AI) and machine learning to automatically detect manufacturing defects and ensure product quality. AI-driven visual inspection accelerates inspection speeds while achieving sub-millimeter accuracy. Replacing manual inspection processes with high-speed visual tools significantly reduces manual errors, improves Quality Management Systems (QMS) outcomes, and identifies physical flaws early.
These tools detect issues like surface scratches and missing components. You can automate quality control further by processing high-resolution images locally using edge computing. Big data and real-time data analytics evaluate this visual information to ensure strict compliance. Robotic Process Automation (RPA) executes immediate corrective actions, such as rejecting defective units and adjusting machinery.
We’ve all wrestled with off-the-shelf software that just doesn’t quite fit our unique processes. Custom manufacturing software solutions resolve specific operational gaps that generic platforms cannot address, such as missing data integrations and unsupported proprietary workflows. Building custom software provides three distinct advantages over off-the-shelf alternatives:
Developers can create custom modules to support lean manufacturing processes, including digital Kanban boards and continuous flow tracking.
Tailoring UI/UX design specifically to the ergonomics and needs of factory floor operators improves daily usability. Custom interfaces present critical production data through clear data visualization. Workers execute tasks faster when software modernization prioritizes intuitive navigation and accessibility. Tailored designs, such as simplified touch-screen inputs and high-contrast dashboards, make it easier to manage the shop floor.
Agile software development ensures these bespoke platforms evolve alongside changing production requirements. Custom development builds specific API connectors, such as RESTful interfaces and custom middleware, to connect legacy equipment and modern digital ecosystems. This legacy system integration creates smooth communication across the entire production line. Dedicated connectors link older machinery to cloud computing environments to prevent data silos. Facilities can then pull useful data from older machinery using real-time data analytics.
Modernizing manufacturing software involves dealing with downtime and integrating old hardware to prevent disruptions.
Software modernization manages the complexity of upgrading critical tech stacks, including ERP, MES, and SCADA. Legacy system integration uses PLC integration to connect isolated machinery. You can connect these systems by using API-first approaches and custom connectors to link isolated legacy equipment with modern digital ecosystems.
Deploying custom software solutions and using edge computing for data translation are two of the best ways to connect disparate industrial tools and eliminate data silos. Effective PLC integration ensures older machinery shares data easily with modern cloud computing environments. Facilities increase operational visibility by processing this extracted information using real-time data analytics. Software modernization establishes these continuous connections across the factory floor.
Once your legacy systems are integrated, cloud computing provides the scalable infrastructure necessary to process, store, and analyze massive volumes of manufacturing data remotely. This enables global data sharing and advanced big data analytics. Consequently, manufacturers can eliminate physical hardware limitations while making data-driven decisions.
Scalable cloud technologies support AI-ready frameworks, such as visual analytics and complex machine learning models. Cloud infrastructure is critical for modern manufacturing because it supports resource-intensive technologies like artificial intelligence (AI) and the Industrial Internet of Things (IIoT). These remote environments evaluate localized information gathered via edge computing to predict demand accurately. Decision-makers interpret these insights through clear data visualization. Facilities increase system capacity by using cloud computing to manage real-time data analytics.
Strong cybersecurity measures protect industrial control systems from unauthorized access and data breaches. The digital attack surface expands significantly when a smart factory adopts the Industrial Internet of Things (IIoT) and edge computing. Security teams rely on two main security frameworks to secure sensitive information: zero-trust architectures and Identity and Access Management (IAM).
Custom software addresses modern cyber threats by implementing specific IAM features, such as multi-factor authentication and strict access controls. Software modernization incorporates these zero-trust frameworks to protect critical networks, including SCADA and PLC integration environments. Administrators secure connected industrial control systems by protecting cloud computing platforms with these exact access protocols.
Agile software development methodologies provide the flexibility and iterative feedback loops necessary to build manufacturing solutions that actually work for the people on the factory floor. I’ve seen firsthand how this collaborative approach prevents costly missteps. Consequently, teams can ensure transparency while maintaining adaptability throughout the development lifecycle. Manufacturing software development uses these methodologies to execute iterative improvements based on direct feedback from specific users.
Direct feedback from factory operators and field technicians allows developers to adjust features to meet current production needs. These continuous iterations enhance shop floor control by refining specific operational capabilities, such as real-time data analytics and accurate data visualization. Agile frameworks manage complex technical requirements during legacy system integration, such as establishing interoperability between older machinery and modern cloud computing environments.
Hicron Software proved to be a trusted partner with unmatched technical expertise, delivering a scalable and user-friendly web application that was pivotal to our successful U.S. market expansion.

Hicron’s contributions have been vital in making our product ready for commercialization. Their commitment to excellence, innovative solutions, and flexible approach were key factors in our successful collaboration.
I wholeheartedly recommend Hicron to any organization seeking a strategic long-term partnership, reliable and skilled partner for their technological needs.

After carefully evaluating suppliers, we decided to try a new approach and start working with a near-shore software house. Cooperation with Hicron Software House was something different, and it turned out to be a great success that brought added value to our company.
With HICRON’s creative ideas and fresh perspective, we reached a new level of our core platform and achieved our business goals.
Many thanks for what you did so far; we are looking forward to more in future!
Hicron is a partner who has provided excellent software development services. Their talented software engineers have a strong focus on collaboration and quality. They have helped us in achieving our goals across our cloud platforms at a good pace, without compromising on the quality of our services. Our partnership is professional and solution-focused!

The IT system supporting the work of retail outlets is the foundation of our business. The ability to optimize and adapt it to the needs of all entities in the PSA Group is of strategic importance and we consider it a step into the future. This project is a huge challenge: not only for us in terms of organization, but also for our partners – including Hicron – in terms of adapting the system to the needs and business models of PSA. Cooperation with Hicron consultants, taking into account their competences in the field of programming and processes specific to the automotive sector, gave us many reasons to be satisfied.
